管法兰密封面详解
法兰密封面的形式比较多,常见的有突面RF、全平面FF、凸面M、凹面F、榫面T、槽面G、环连接面RJ等,其中榫槽…
法兰密封面的形式比较多,常见的有突面RF、全平面FF、凸面M、凹面F、榫面T、槽面G、环连接面RJ等,其中榫槽面和凹凸面需要成对使用。

全平面FF
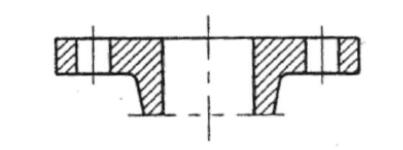
全平面密封面具有结构简单、加工方便、且便于进行防腐衬里的优点,由于这种密封面和垫片接触面积大,如预紧不当,垫片易被挤出密封面。也不易压紧,密封性能较差,适用于压力不高的场合,一般使用在PN<=2.5MPa的压力下,主要用于宽面法兰及低压管道系统中,对应的垫片材质多为石棉橡胶等非金属软质材料。
突面RF
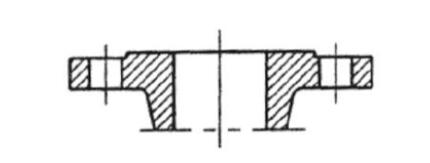
突面密封主要用于窄面法兰,即垫片的接触面位于长螺栓孔所包围的冈周范围内,也就是说突面密封面对的垫片外径正好与法兰连接螺栓内切圆直径相当,安装时可借助螺栓使垫片位置固定在法兰面中间。
突面法兰的密封面是平面,与垫片接触面积较大,预紧后,垫片易向两侧伸展或移动,密封性较差,只适合低压场合。
突面法兰使用的垫片有各种非金属平垫片、包覆垫片;金属包垫:缠绕式垫片(含带外环或内外环)等。
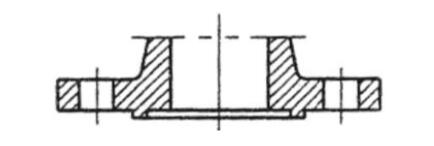
凹凸面(MFM)
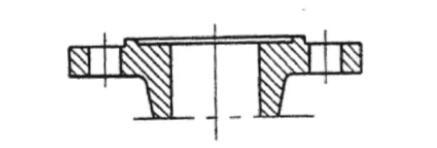
凹凸面法兰密封面相配的两个法兰合面一个是凹面一个是凸面,特点是在凹面放置垫片,因是凹槽,所以能有效的防止垫片被挤出密封面。
凹凸面法兰安装时易于对中,密封性能比平面密封好,可以用在对于密封面要对严格的场所中。
由于凹凸面法兰密封面加工比较复杂,所以它的应用并不对像突面法兰那样广泛。
另外它还有一缺点,就是垫片有可能被挤入管道中。关于这个下面我们讲到的榫槽面可以很好的避免。
凹凸面法兰使用的密封面垫片有:各种非金属平垫、包覆垫;金属包垫;基本型或带内环型缠绕垫片等。
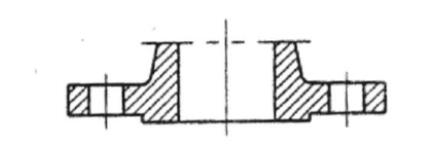
榫槽面(TG)
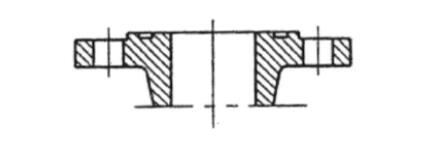
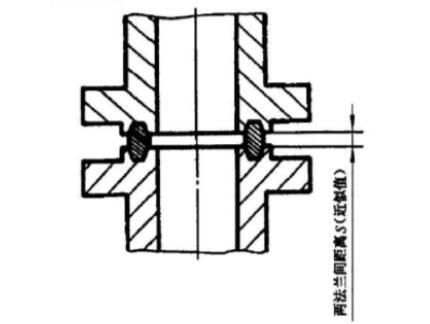
榫槽面法兰和凹凸面法兰一样需要配合使用,具有和凹凸面法兰相似的优点,并且优于凹凸面法兰,它的垫片位于环状凹槽内,受到槽壁阻挡,不担心垫片会被挤入管道中。
榫槽面法兰密封面由一个榫面和个槽面相配而成,垫片置于槽中,由于受槽面的阻挡,垫片不会被挤出压紧面,不会和管道中流体介质有直接接触,可以少受介质的冲刷和腐蚀,所以榫槽面法兰密封多用于高压、易燃易爆、有毒介质等对密封要示较严格的场所中。
榫槽面法兰密封垫片较窄,所以压紧垫片的螺栓也就相应较小,即使用于压力高的管道中,螺栓尺寸也不会过大,安装时易于对中,垫片受力均匀,密封可靠,它有很好的密封效果,适用于压力范围在1.6一10Mpa的管道中。另如果压力不大,即使用直径较大,榫槽面法兰也会有很好的密封效果。
榫槽面法兰密封使用的垫片为缠绕垫片中的A型,即基本型,只是由于垫片很窄,更换时较为因难。另外榫面容易损坏,在拆装和运输过程中应加以小心。
榫槽面法兰密封面适用的垫片有:各种金属及非金属平垫、金属包垫及基本型缠绕垫片等。
环连接面(RJ)
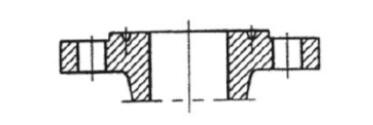
环连接面密封的也属于窄面法兰,环连接面的槽是梯形的槽,需要八角垫片来密封。两个环接面法兰是完全一致的。 密封面是环槽结构,适用于压力范围在2.5-16. 0Mpa,使用的垫片是金属环垫,按结构可分为八角形金属环垫和椭圆形金属环垫。环连接面的法兰是不需要配合成对使用,只是使用的垫圈不同,环连接面法兰在石化部门又叫环槽面法兰,密封面是梯形槽面,这两种法兰比之凹凸面法兰更为优越,适用于高温高压的工况。





